具有IGBT感应加热装置的感应焊接保险丝帽
物镜同时焊接三个保险丝帽以回流无铅焊料,并在保险丝帽和保险丝导线之间建立连接
材料电镀铜端盖,外径0.375英寸(9.5毫米)x高度0.375英寸(9.5毫米),陶瓷保险丝管高1.5英寸(38.1毫米),无铅焊料
温度700ºF(371ºC)
频率286 kHz
设备•DW-UHF-20 kW感应加热系统,配备有一个远程工作头,该工作头包含两个1.0μF电容器,总计0.5μF
•专门为此应用设计和开发的感应加热线圈。
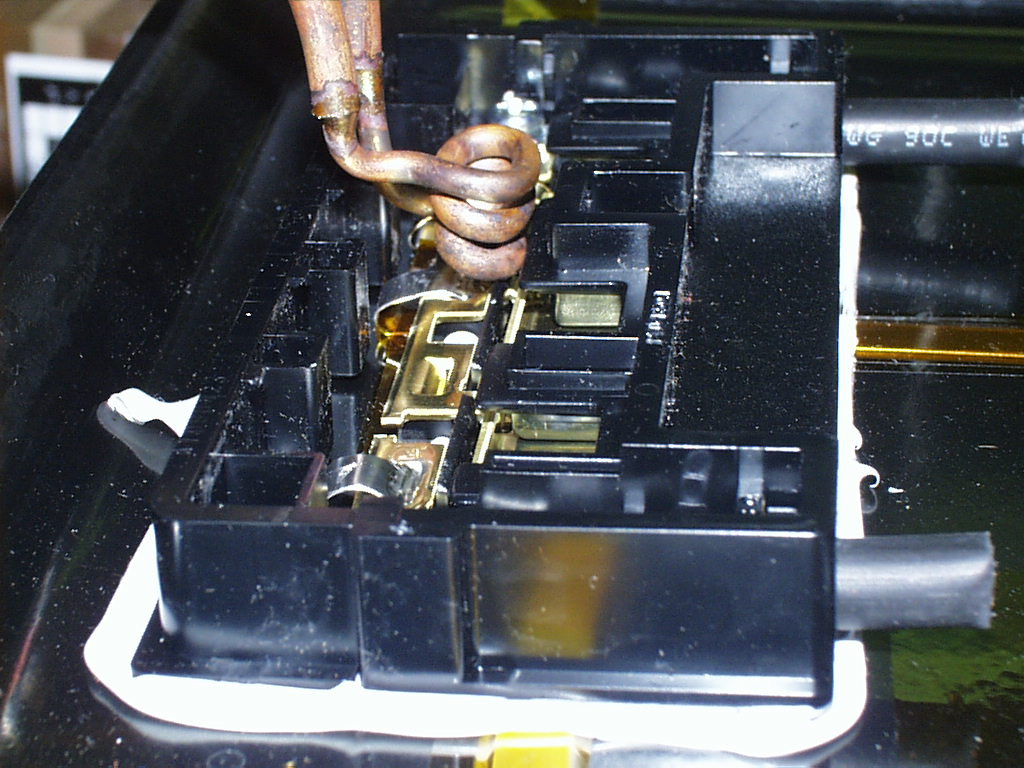
工艺使用三位置两匝螺旋线圈同时焊接三个保险丝盖。 将保险丝组件放置在线圈中,并以三个周期施加热量,每个周期3.5秒,以使焊料回流。 在生产线上,首先焊接底盖。 保险丝充满沙子,并且无需翻转组件即可焊接顶盖。
结果/优点感应加热提供:
•一致,可重复的结果
•精确准确的加热
•免提加热,无需操作员进行制造
•均匀分配加热