采用IGBT感应加热器的太阳能电池板中的感应焊接黄铜连接器
目标在太阳能电池板接线盒中一次焊接三个黄铜连接器,而不会影响接线盒中的组件
材料太阳能电池板接线盒,黄铜接头,焊锡丝
温度700ºF(371ºC)
频率344 kHz
设备•DW-UHF-6 kW感应加热系统,配备一个远程工作头,该工作头包含一个1.0μF电容器。
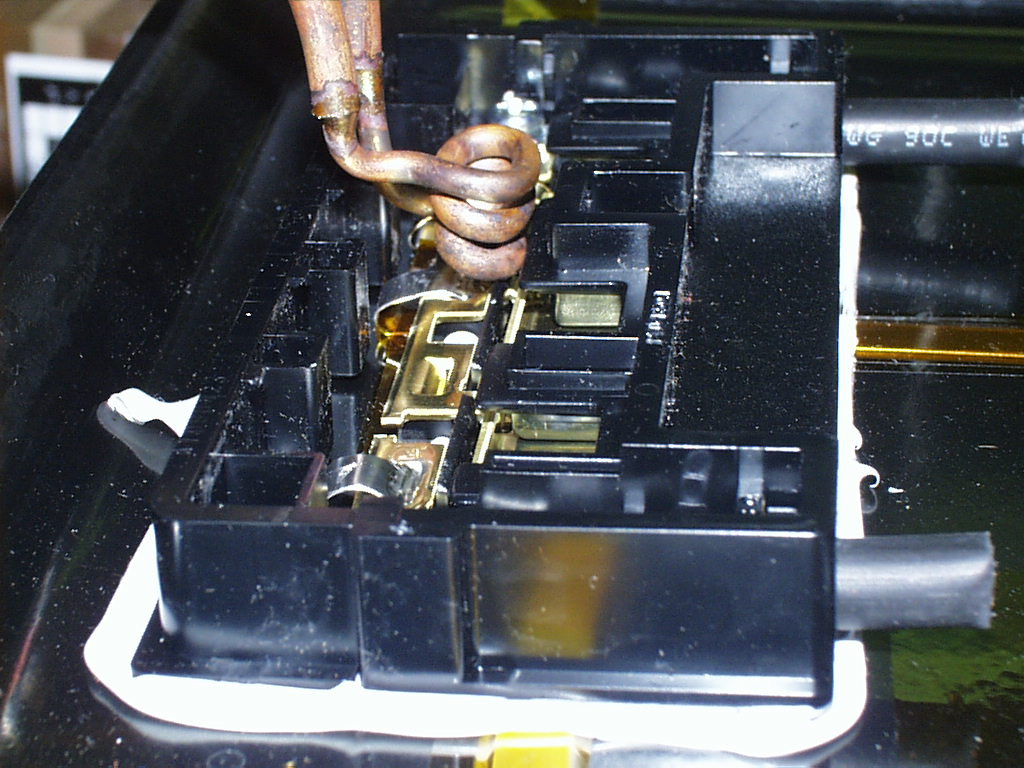
•专门为此应用设计和开发的感应加热线圈。
过程使用三匝椭圆形螺旋线圈加热连接器。 将一条焊锡丝放置在接头区域上,并将每个接头分别加热5秒钟,以焊接连接器。 三个关节的总处理时间为15秒。
结果/优点感应加热提供:
•精确的精度仅将热量传递给接头; 不会影响周围的组件
•局部加热产生干净整洁的关节
•产生高质量,可重复的结果
•均匀分配加热