目的
同时将高频感应焊接到带有感应加热的黄铜水套组件上。


关键参数
功率:5千瓦
温度:424°F(217°C)
时间:合金流动之前的10秒钟; 15秒以使合金在管子周围均匀。

1 TEST
材料
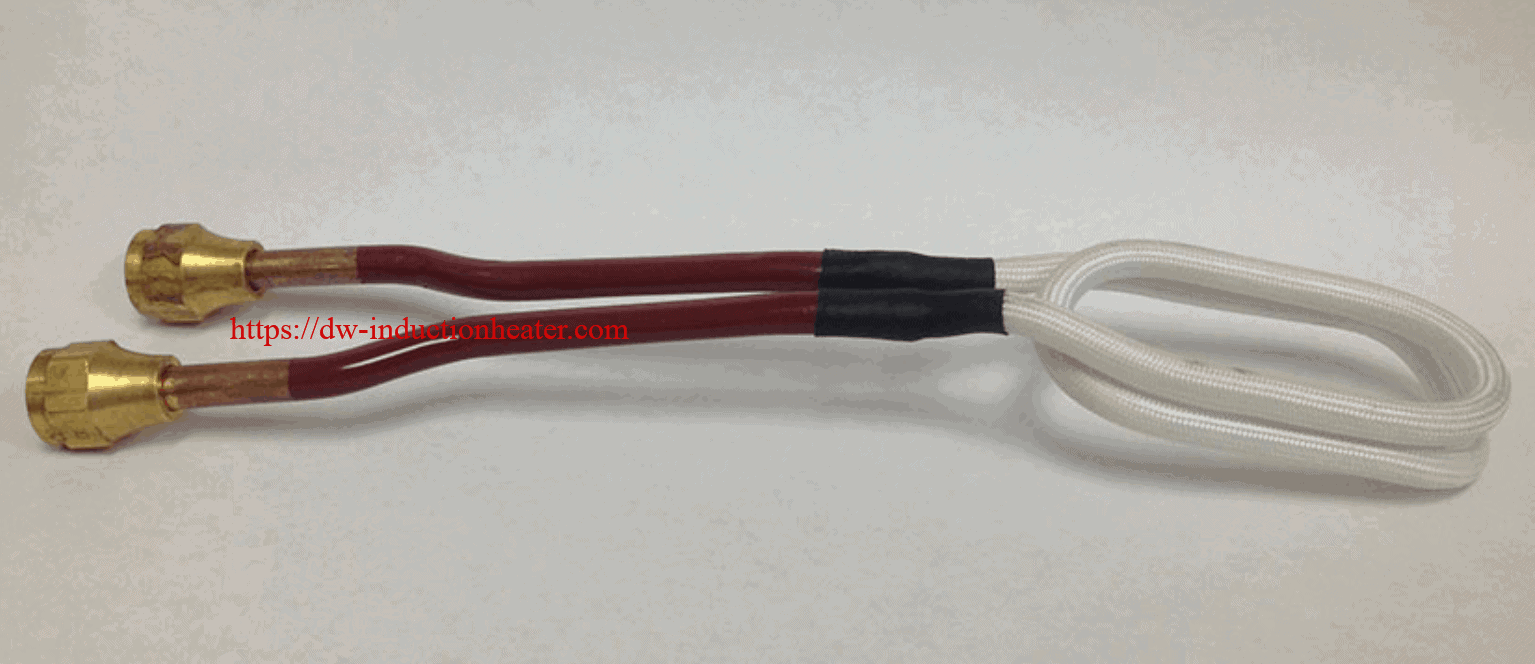
•黄铜水套组件
•无铅焊料合金
•实用锡膏助焊剂

2 TEST
材料
•黄铜水套组件
•无铅焊料合金
•实用锡膏助焊剂

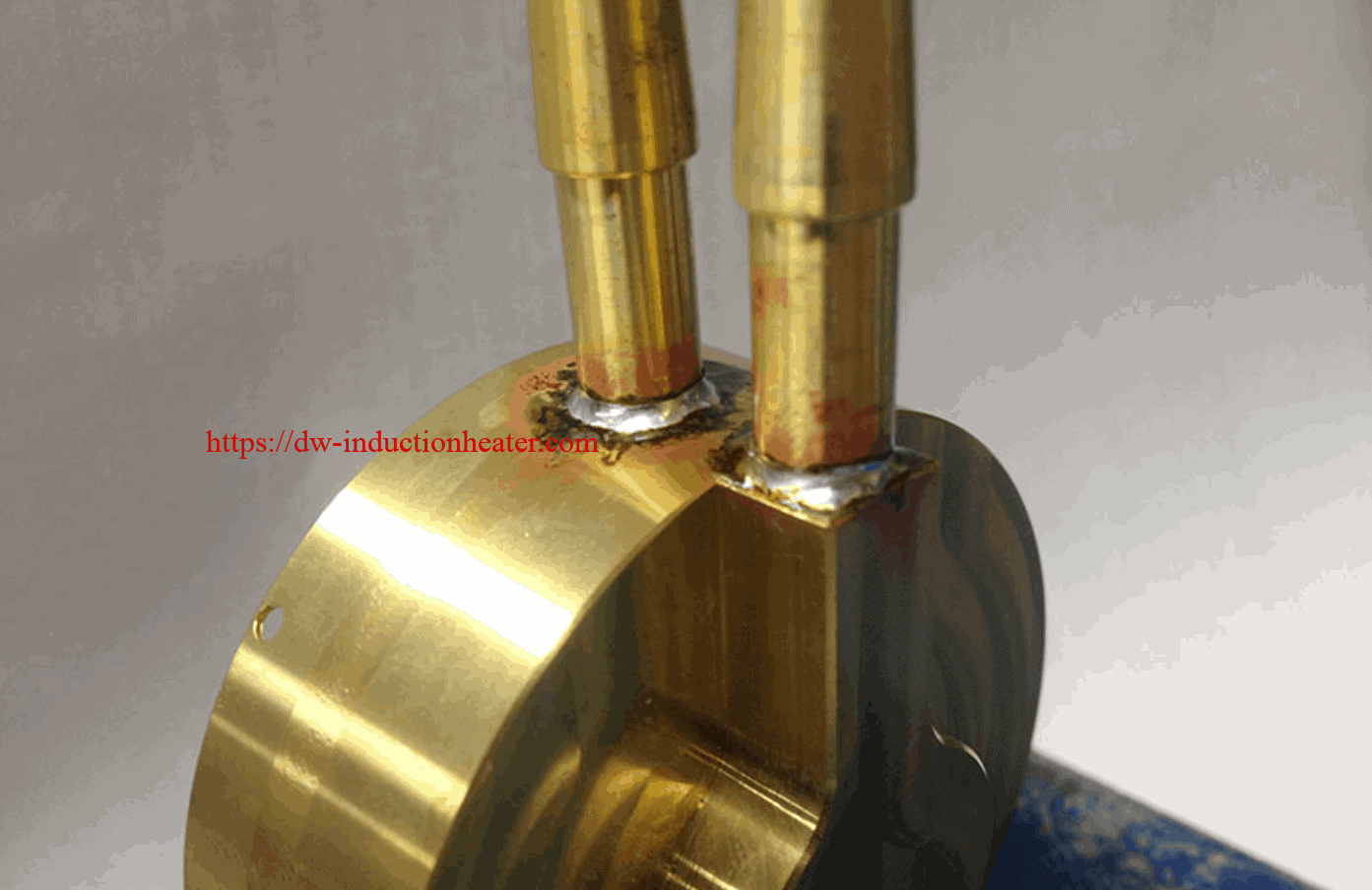
结果:
黄铜进/出口管已成功钎焊到黄铜组件上 感应加热。 该零件需要放置使得管子靠近线圈的末端。 组件薄壁上的焊点将在10秒内达到焊接温度。 第二个焊点将在平均10秒钟后(总共15秒钟)达到焊接温度。 可能还需要再加热5秒钟,以使焊料均匀地流过管子,以改善最终质量和外观。