感应钎焊铜管
产品描述
目的
演示 感应钎焊铜管 使用DW-UHF-10 kW系统和可用的分体实验室线圈进行钎焊和钎焊时间

设备
DW-UHF-10KW感应钎焊机
材料
•铜管–吸管
•钎焊膏
关键参数
功率:10千瓦
温度:约1500°F(815°C)
时间:5 – 5.2秒

过程:
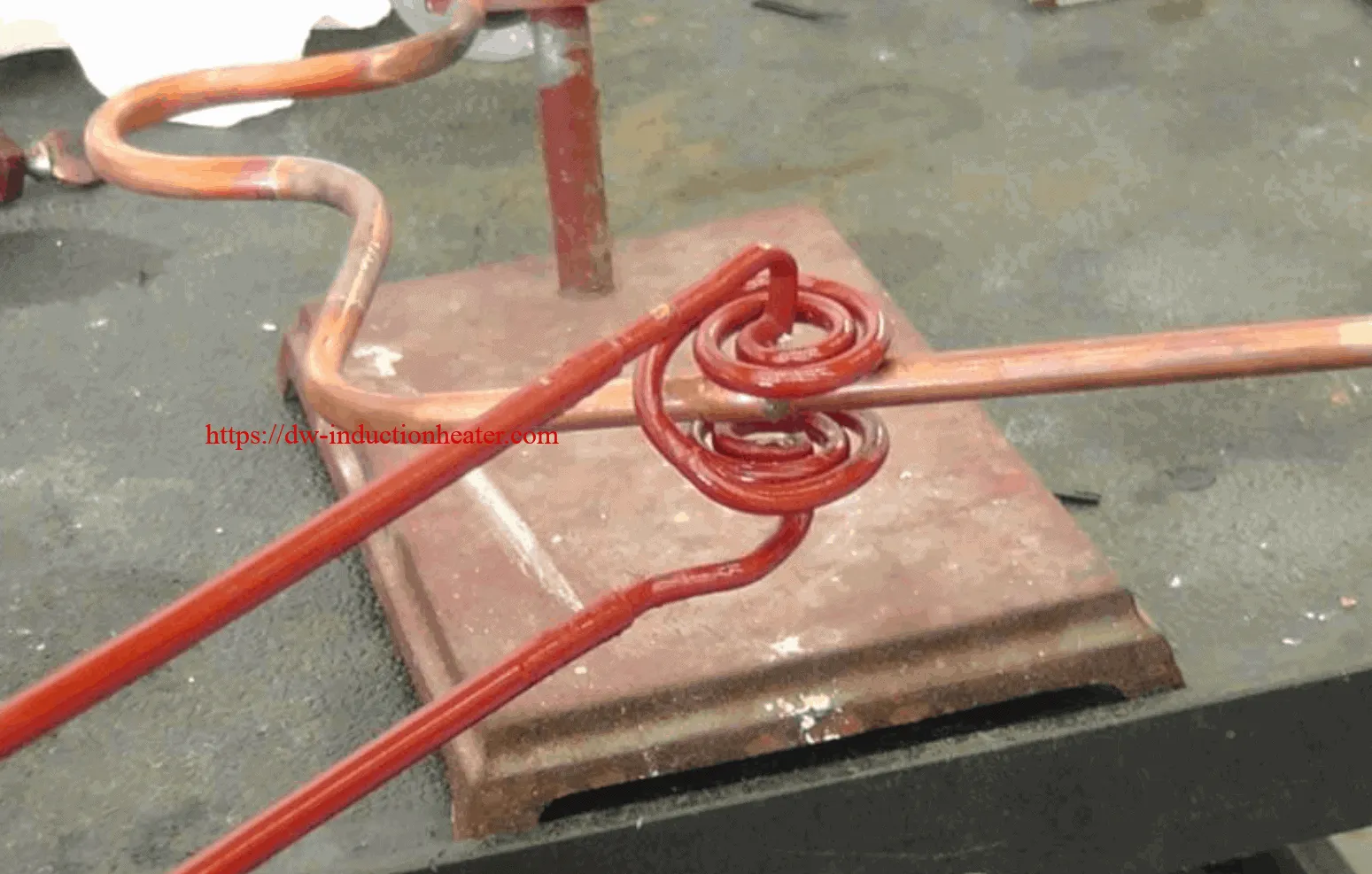
由于仅提供了一个用于测试的组件,因此我们使用厚壁5/16英寸铜管设置了测试负载,例如一根管子在成形的开放法兰端接受另一根管子。 基于使用模板漆指示温度来估计加热时间。 将测试组件(随后提供的组件)与505合金钎焊膏涂层组装在一起,并根据所附照片放置在实验室测试线圈中。发现加热周期为5 – 5.2秒,使合金流动并形成接头。

结果/福利:
- 如图所示,DW-UHF模型 感应钎焊系统 能够加热最大和最小的管到管段,以完成钎焊接头。 使用可用的测试线圈的加热时间在伊莱克斯要求的生产加热时间范围内。
- HLQ将需要一个完整的组件进行审查,以便开发出最终的线圈设计,以适应您的布局照片中指示的所有12个接头。 有必要知道并看到要钎焊的管接头与钢制压缩机部分之间的间隙,以确保钢制壳体不会受到在负载线圈处产生的射频场的影响。 此最终设计可能需要在线圈中添加铁氧体材料,以将RF场聚焦到铜引线而不是钢外壳上。
- 利用可用的实验室线圈,在DW-UHF-10kW上完成了初始测试。 成品线圈将包含在不导电的外壳中,这将使操作员可以使用它来将线圈定位在铜引线上,从而为钎焊过程提供准确而准确的加热位置。 生产线圈的设计将采用比测试线圈短的引线,并进行配置,以改善加热周期(缩短加热时间)。