采用IGBT高频焊接单元的感应焊铝壳
物镜加热铝质聚光灯外壳,将LED组件焊接到内部底座上
材料LED外壳,带铜插头,铝质聚光灯外壳,顶部直径5“(127mm),底部直径1.25”(31.75mm),感温涂料
温度500ºF(260ºC)
频率45 kHz
设备•DW-UHF-45kW感应加热系统,配备有一个远端工作头,该工作头包含一个1.0μF电容器。
•专门为此应用设计和开发的感应加热线圈。
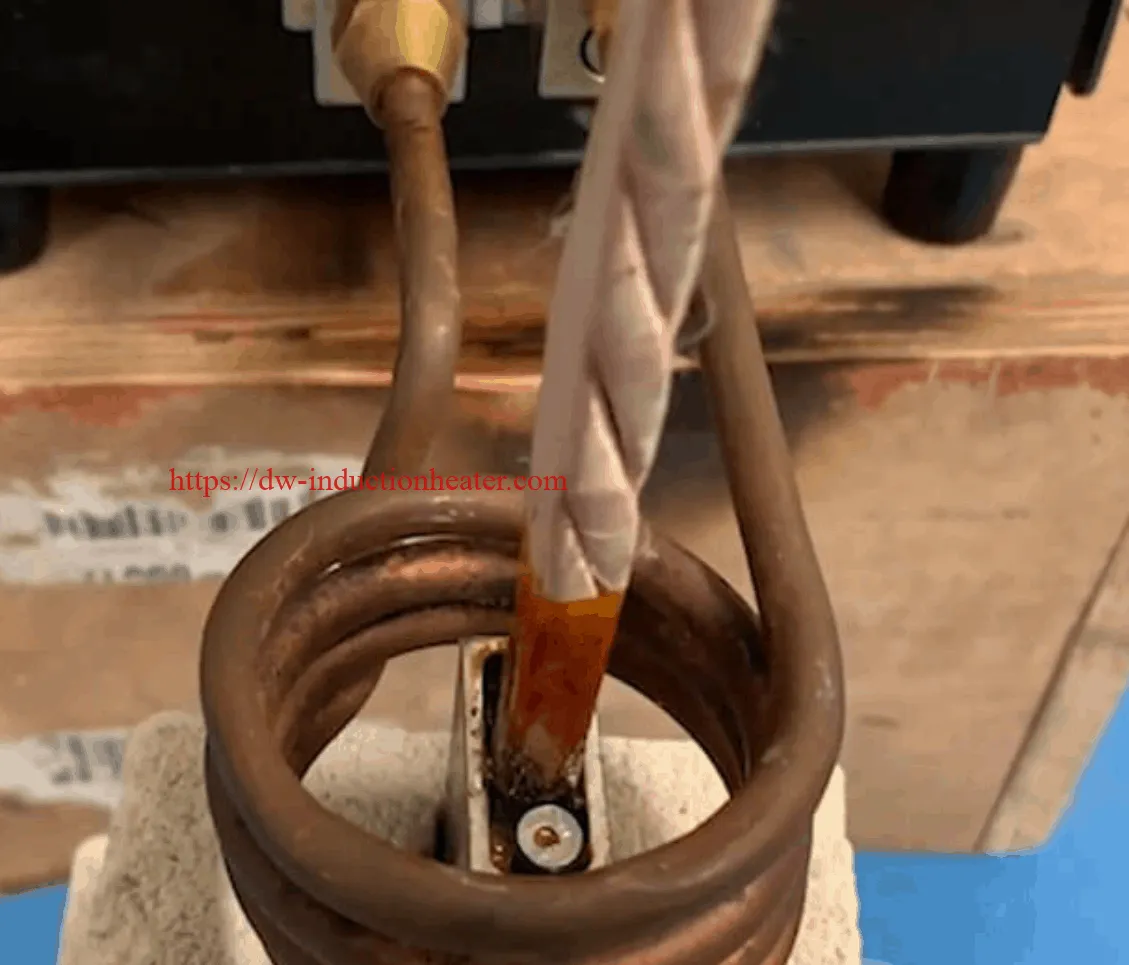
过程使用多匝煎饼线圈加热铝聚光灯外壳的底部。 由于没有LED外壳,因此需要使用感温涂料来确定其可行性。 温度感应涂料涂在LED外壳位于外壳中央的位置
聚光灯罩。 外壳的基座在500秒内达到260ºF(30ºC)。
结果/优点感应加热提供:
•免提加热,无需操作员进行制造
•更快的生产时间,更节能
•一致,可重复的结果
•均匀分配加热
