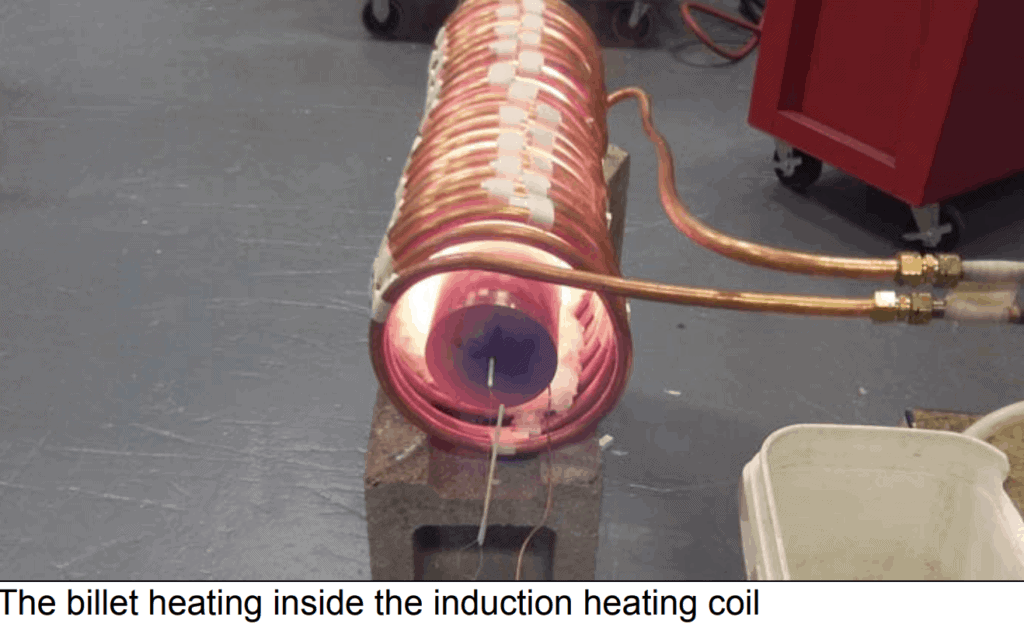
中频感应加热系统用于轧制的感应预热钛坯
目标:在进入轧机之前将钛坯预热至 1800 ºF
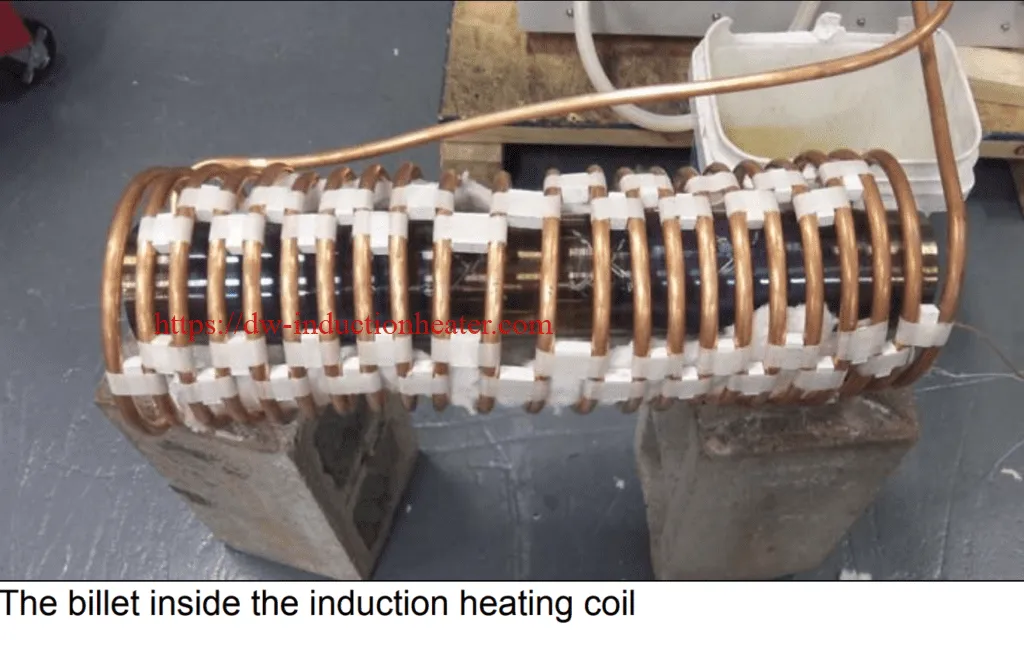
材料:客户提供的 4” (102mm) 直径/24” (610mm) 长钛坯料
温度:1800ºF(1000ºC)
频率:2.7 kHz
感应加热设备:中频 MFS-200kW 1.5-4.5 kHz 感应加热系统 配备一个包含六个 40 μF 电容器的远程工作头
— 专为此应用设计和开发的多匝螺旋感应加热线圈
感应加热过程: 钛坯放置在多匝感应加热线圈内。 将零件加热五分钟,这对于减小坯料中心和外部之间的温差是必要的。 由于零件的直径相当大,因此功率大,频率低 感应加热电源 被使用。 在设计线圈时付出了相当大的努力,以确保尽可能均匀的加热,同时仍然最大限度地减少加热时间。

结果/福利
- 速度:感应加热大坯料快速,也可以加热客户更长的 15 英尺坯料
– 均匀加热:感应快速、均匀的加热使整个坯料的温度均匀
– 可重复性:此过程将提供一致的结果,因此客户可以围绕五分钟的加热时间设计他们的过程