
感应预热焊接钢棒
产品描述
感应预热焊条的应用
目的 对于主要设备制造商,将钢棒预热至500ºF(260ºC)以进行焊接
材料: 客户提供的钢钉(平均直径为2英寸/ 51毫米)
温度: 500ºF(260ºC)
频率: 100kHz
设备: DW-HF-45kW 50-150 kHz感应加热系统,配备有一个远程热站,其中包含八个1.0μF电容器
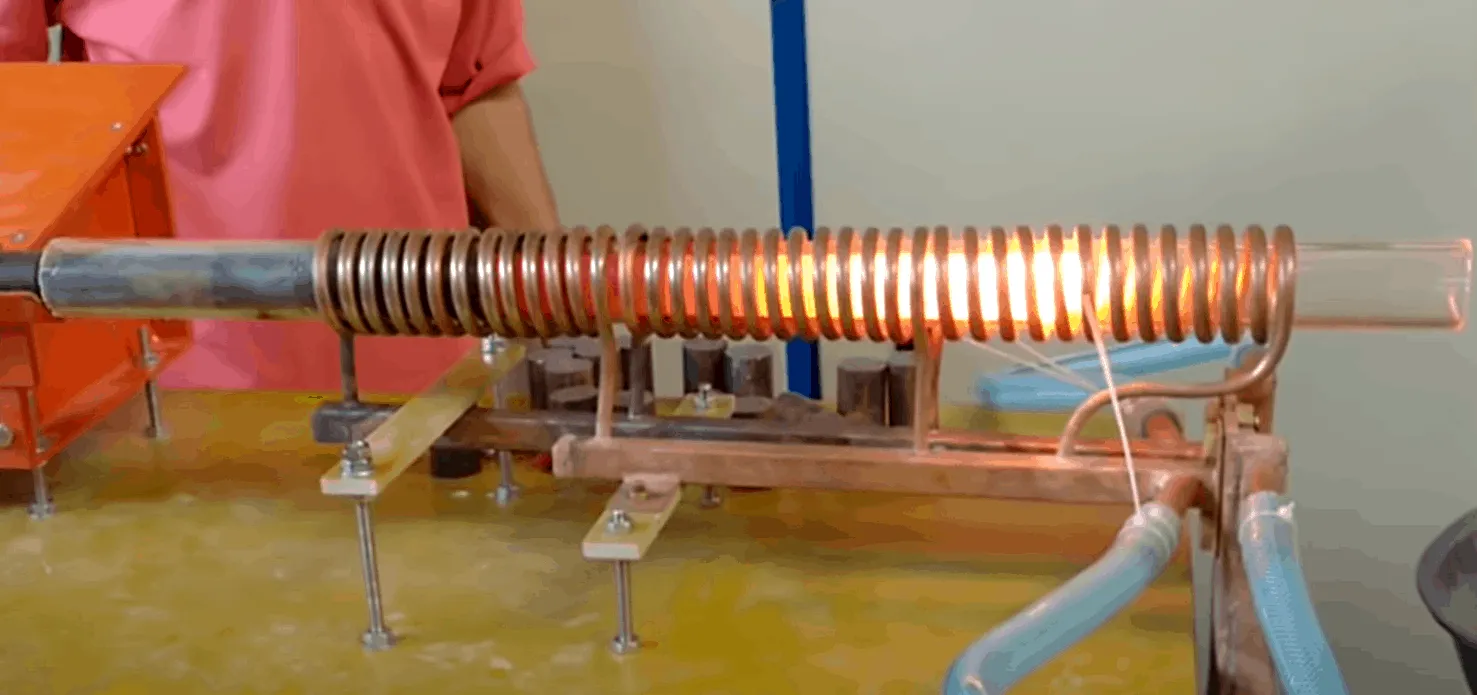
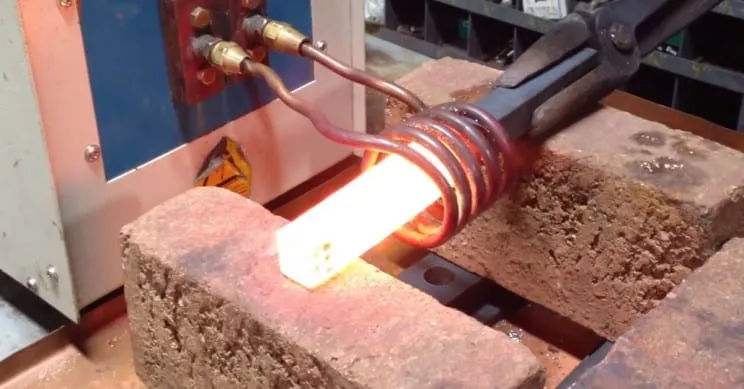
–多位置两转 感应加热线圈 专为此应用设计和开发
感应预热过程: 将钢棒加载到线圈中,并打开热量。 该零件在一分钟内达到了600ºF(316ºC)。 关闭电源,并对棒进行监控30秒,以确保外层不降至500ºF(260ºC)以下。

根据应用实验室的经验和测试,加热时间越长,所需的功率就越少。
此外,加热时间越长,外部温度保持在500?F以上的时间就越长。
有鉴于此,在电源方面还有其他可能性,从15kW的带两位线圈的感应加热器(加热时间为45分钟)到XNUMXkW 感应加热系统 带有四位线圈,加热时间为一分钟。
结果/福利
精确加热:客户正在寻求从火焰转换,因为感应可以提供更精确,可重复的加热
–渗透:与割炬相比,感应在刺入针方面做得更好,这对于割炬至关重要。
焊接预热
–速度:感应加热可实现快速加热,与割炬加热相比,可以提高产量
–零件质量:割炬会使零件变脆,这有利于感应
- 工作环境: 感应预热焊接 是一种更安全的加热方法,与火焰相比,它向工作场所引入的热量更少



